Commercial modular building manufacturers are reshaping the construction industry by delivering innovative, prefabricated solutions that address the most pressing challenges facing modern businesses. These specialized manufacturers combine advanced factory production techniques with flexible design capabilities to create commercial spaces that can be deployed in a fraction of the time required by traditional construction methods. As the global modular construction market continues its rapid expansion, understanding how these manufacturers operate and what they offer has become essential for businesses seeking efficient, sustainable, and cost-effective building solutions.

Understanding Commercial Modular Building Manufacturing
Commercial modular building manufacturers specialize in producing prefabricated structures designed specifically for business applications. Unlike residential modular construction, commercial manufacturers focus on creating spaces that meet the unique demands of retail, office, industrial, and institutional clients. The manufacturing process takes place primarily in controlled factory environments, where building modules are constructed to precise specifications before being transported to the site for rapid assembly.
The modular building industry encompasses several categories of manufacturers, from international scale operators managing fleets exceeding 94,000 units globally to specialized providers focusing on specific market segments. Beijing Chengdong International Modular Housing Corporation exemplifies the specialist provider category, with manufacturing facilities across multiple provinces in China and a global project footprint spanning more than 100 countries. Founded in 1998, manufacturers like Chengdong have evolved from domestic suppliers to global engineering camp experts, completing over 1,000 projects worldwide.
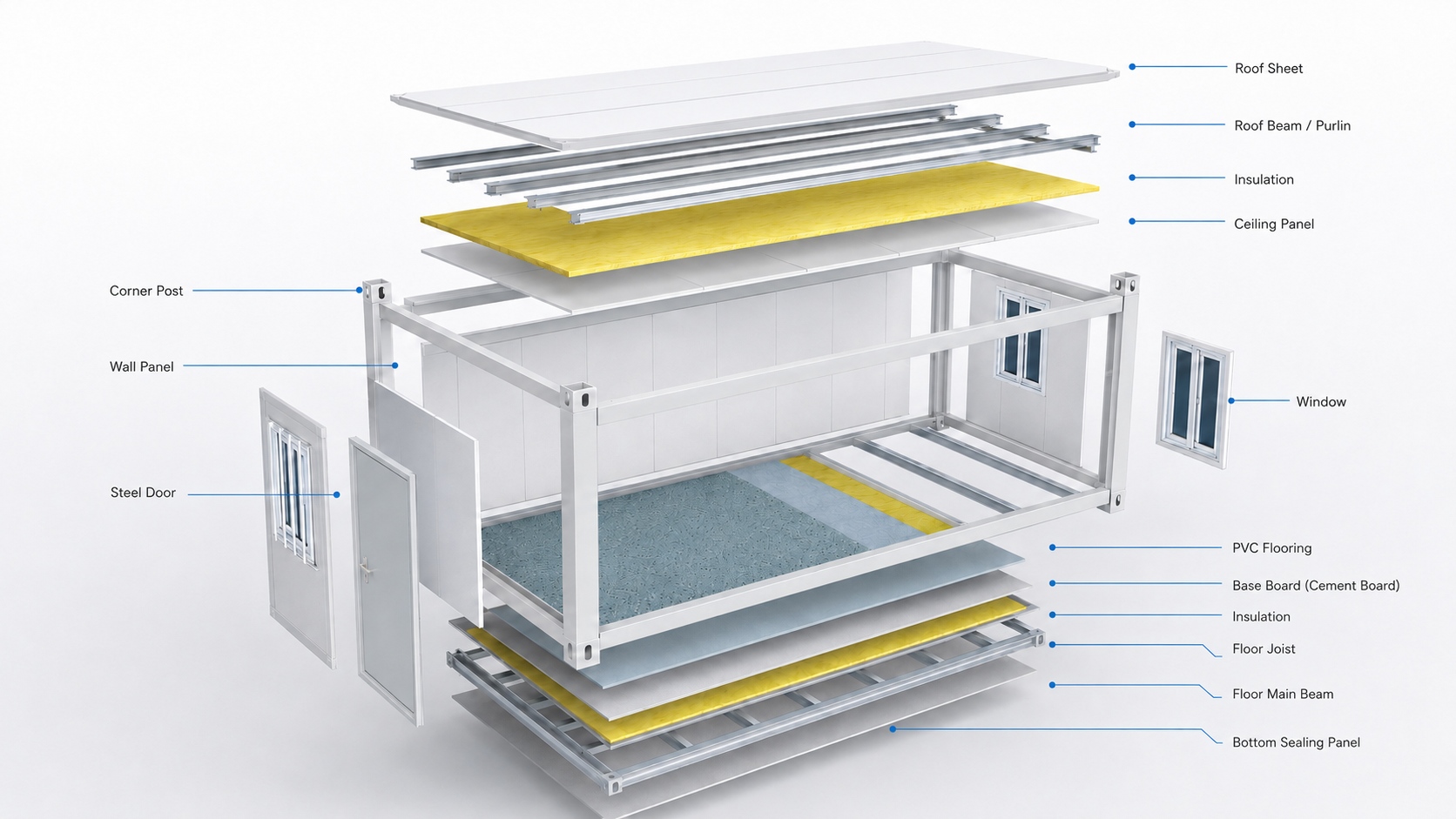
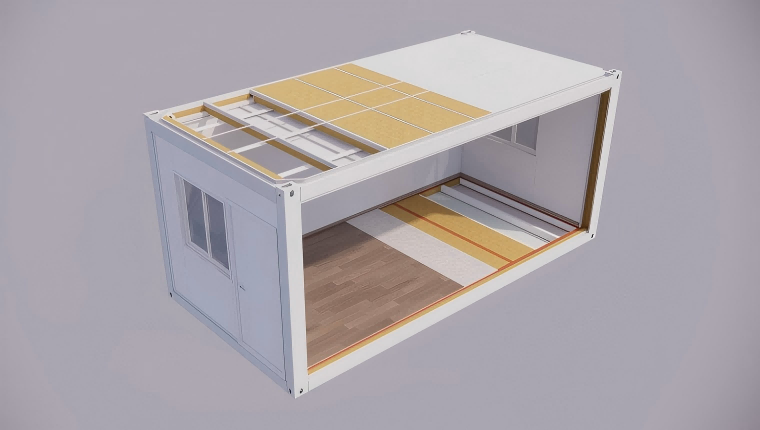
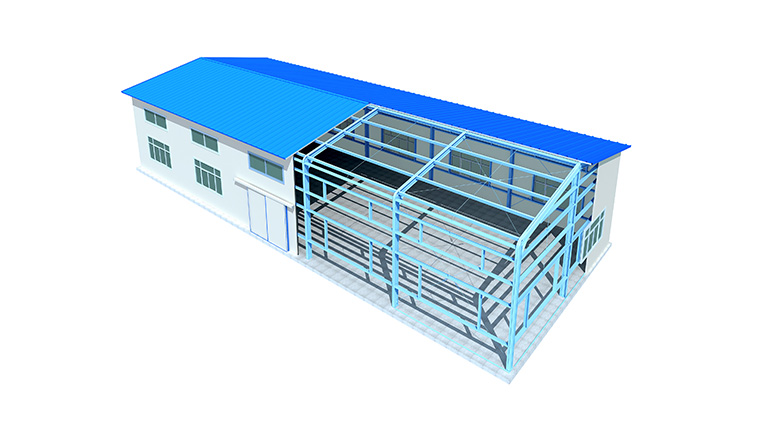
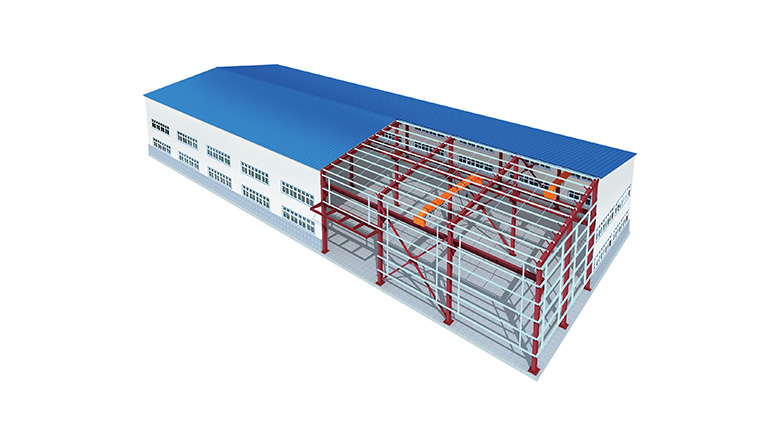
Modern commercial modular building manufacturers typically offer three core product lines: container houses (modular houses), prefab assembly houses, and steel structures. Container houses serve as movable, reusable building products using modular design and factory prefabrication, with standardized container frames as basic units that can be combined horizontally and vertically. Prefab assembly houses feature highly prefabricated steel frames with composite maintenance boards, offering excellent anti-corrosion, sealing, and thermal insulation properties. Steel structure buildings provide robust support for large functional facilities such as workshops, warehouses, and restaurants.
Key Advantages Driving Manufacturer Growth
Speed and Efficiency Benefits
One of the most compelling advantages offered by commercial modular building manufacturers is dramatically reduced construction timelines. By manufacturing building components in parallel within factory environments while site preparation occurs simultaneously, manufacturers can complete projects 30-50% faster than traditional construction methods. Complex commercial projects that might require 12-18 months using conventional methods can be completed in 120 days or less with modular solutions.
This speed advantage translates directly into business value. Manufacturers like Chengdong can produce modular commercial buildings in factory settings within weeks, with on-site assembly taking just days. For businesses launching time-sensitive initiatives such as seasonal retail campaigns, temporary event spaces, or emergency office setups, this rapid deployment capability provides a critical competitive edge. Earlier completion dates allow businesses to begin generating revenue faster, reduce construction financing costs, and capture market opportunities more effectively.
Cost Efficiency and Waste Reduction
Commercial modular building manufacturers deliver significant cost advantages compared to traditional construction. Factory production drives down labor and material waste, with standardized components lowering unit costs and bulk shipping of modules reducing freight expenses. Clients often report 20-30% cost savings compared to stick-built alternatives, with some projects achieving cost reductions of up to 20% through precise factory controls and optimized logistics.
The controlled manufacturing environment ensures consistent quality control and minimizes weather-related delays. Modules arrive fully inspected with fire-rated materials, integrated HVAC systems, and rigorous structural testing. Reduced labor costs result from increased worker specialization in factory settings, with skilled workers operating specialized equipment to complete multiple units efficiently. Additionally, the shorter project timelines mean reduced duration of construction financing, lowering overall interest expenses for developers.
Material waste reduction represents another significant cost-saving factor. Prefabricated construction minimizes waste through controlled manufacturing environments that enable more efficient material usage. Some modular construction projects report up to 90% less material waste compared to traditional building methods. With 40% of landfill waste coming from construction, this waste reduction also contributes substantially to environmental sustainability.
Design Flexibility and Scalability
Leading commercial modular building manufacturers provide exceptional flexibility in layout and functionality. Modular designs allow for customization across a wide range of commercial applications, from retail spaces with large display windows and flexible floor plans to office environments with private offices and meeting rooms tailored to specific workflows. Specialized commercial needs such as temporary medical clinics, pop-up cafes, or remote project offices can all be met with modular designs that integrate necessary equipment and amenities.
The modular nature of these buildings enables easy expansion, modification, or relocation as business needs change. A startup might need a small office initially but require expansion within months, while an event organizer might need temporary exhibition space for a weekend event. Modules can be added or removed as needed, making buildings easier to adapt over time. For businesses testing new markets, manufacturers can deploy modular pop-up stores that can later be relocated or expanded based on performance—something cost-prohibitive with traditional construction.
Quality Control and Durability Standards
Commercial modular building manufacturers maintain rigorous quality standards that meet or exceed traditional construction requirements. Leading manufacturers hold certifications including ISO 9001 (Quality Management), ISO 14001 (Environmental Management), OHSAS 18001 (Occupational Safety), and CE certifications for steel structures and sandwich panels. These certifications validate manufacturing quality and enable market access across regulated jurisdictions worldwide.
Indoor fabrication in controlled factory environments ensures consistent quality control. Each module is built to precise specifications, reducing errors that commonly occur with on-site construction. High-quality steel frames and composite materials offer resistance to harsh weather conditions, seismic activity, and wear and tear, making modular commercial buildings suitable for both permanent and temporary use. In regions prone to natural disasters such as Southeast Asia and South America, these structures have proven their reliability by withstanding earthquakes, floods, and high winds while maintaining functionality.
Diverse Applications Across Industries
Retail and Pop-Up Stores
Retail brands increasingly turn to commercial modular building manufacturers for pop-up stores, seasonal outlets, and brand experiences. These spaces offer the perfect balance of visibility, flexibility, and cost-effectiveness, allowing brands to test new markets, engage customers in high-traffic areas, and create unique shopping experiences. Container-based modular commercial buildings can feature large glass windows for product displays, modern interiors with customizable fixtures, and compact footprints that fit within available urban locations.
The rapid assembly capabilities enable brands to deploy stores in just days, operate for specific timeframes, and then disassemble and relocate to other cities without the cost and hassle of traditional construction. This flexibility proves particularly valuable for businesses launching time-sensitive retail campaigns or testing regional market demand before committing to permanent locations.
Temporary and Remote Offices
Many businesses require temporary office spaces to support remote projects, construction sites, or expansion into new regions. Commercial modular building manufacturers provide practical solutions with fully functional office spaces that deploy quickly and customize to meet on-site team needs. Modular office complexes for engineering and construction companies working on large-scale projects in remote areas can include private offices, meeting rooms, break areas, and pre-installed internet, phone lines, and HVAC systems.
The modular design allows companies to expand office space as projects grow, adding additional modules without disrupting ongoing operations. For businesses operating in regions with limited infrastructure, manufacturers can design offices with features suited to local climate conditions, including insulated walls for extreme temperatures and wind-resistant framing for harsh weather environments.
Industrial Support Facilities
Industrial and infrastructure projects often require on-site commercial support facilities such as warehouses, canteens, equipment storage buildings, and client meeting spaces. These facilities must be durable, functional, and able to withstand the harsh conditions typical of construction and industrial sites. Steel structure modular commercial buildings from specialized manufacturers offer robust support for heavy equipment and materials while providing comfortable spaces for workers and clients.
Large-scale projects in mining, oil and gas, and infrastructure development benefit from modular warehouses and meeting centers that can be operational within weeks rather than months. Buildings designed to withstand high temperatures, sandstorms, and other environmental challenges ensure that materials and equipment remain safely stored while supporting project timelines.
Educational and Healthcare Facilities
Schools and universities adopt modular construction methods for housing and classroom buildings where flexibility and minimal disruption prove essential. Commercial modular building manufacturers provide solutions for portable classrooms, administrative offices, and student accommodation that can be deployed during peak enrollment periods or while permanent facilities undergo renovation. The controlled construction environment and rapid deployment minimize disruption to ongoing educational activities.
Healthcare facilities benefit from modular construction's ability to deliver clean, controlled environments quickly. Temporary medical clinics, emergency response facilities, and hospital expansions can be manufactured with specialized features including medical-grade finishes, integrated utility systems, and layouts designed for specific healthcare workflows.
Emergency and Disaster Recovery
In the aftermath of natural disasters, businesses and communities need temporary commercial spaces to restart operations, provide essential services, and support recovery efforts. Commercial modular building manufacturers prove uniquely suited for these scenarios, offering rapid deployment and functionality when time matters most. Emergency modular commercial spaces including retail shops, cafes, and community organization offices can be assembled in days, providing safe and functional environments.
The modular design allows spaces to be easily relocated as recovery efforts progress, ensuring resources direct to areas with greatest need. Manufacturers with proven disaster response capabilities partner with relief organizations and local governments to deliver reliable emergency solutions.
Manufacturing Capabilities and Infrastructure

Distributed Production Networks
Leading commercial modular building manufacturers operate through networks of specialized facilities strategically positioned to serve different geographic markets. For example, manufacturers maintain production capacity of 40,000 container houses annually through distributed manufacturing facilities, with headquarters overseeing design, engineering, and quality standards while regional production centers optimize logistics for different market regions. This distributed manufacturing model reduces transportation distances for major markets while maintaining central quality oversight.
Multiple subsidiary operations enable manufacturers to maintain specialized capabilities across different product lines and geographic regions. Facilities focus on container house production, prefabricated construction technology, modular housing manufacturing, and integrated house construction, creating a comprehensive network that responds rapidly to global project demands.
Advanced Manufacturing Technologies
Modern commercial modular building manufacturers incorporate advanced technologies to improve efficiency, quality, and customization capabilities. Factory-based production reduces the need for extensive skilled on-site labor, mitigating workforce scarcity issues that challenge traditional construction. Robotics, design technology innovations, and supply chain integration strengthen modular construction's reputation as high-quality and efficient rather than temporary or low-grade.
Manufacturers employ standardized components and mechanized mass production to achieve economies of scale. Cold-formed light steel structures that can be mass-produced mechanically represent innovations that reduce processing cycles and comprehensive costs compared to traditional H-shaped steel structures. These technological advances enable manufacturers to maintain competitive pricing while delivering premium quality products.
Quality Assurance Systems
Commercial modular building manufacturers implement comprehensive quality assurance systems throughout the production process. Factory production enables consistent quality control with each module inspected before leaving the facility. Standardized testing procedures verify structural integrity, safety features, and compliance with building codes across multiple jurisdictions.
Manufacturers achieve certifications validating their quality management systems, environmental management practices, and occupational safety protocols. These certifications provide clients with confidence that modules meet international standards and regulatory requirements regardless of project location. The controlled factory environment eliminates many variables that affect quality in traditional on-site construction, including weather exposure, inconsistent workmanship, and supply chain disruptions.
Sustainability and Environmental Responsibility
Resource Efficiency Benefits
Commercial modular building manufacturers contribute significantly to sustainable construction practices. The controlled manufacturing environment minimizes material waste through precise cutting, efficient material usage, and the ability to recycle excess materials within the facility. Factory production enables manufacturers to optimize material orders, reducing over-ordering that typically occurs with on-site construction.
Modular construction generates substantially less construction waste and disturbance to fragile ecosystems compared to traditional methods. Many manufacturers employ recyclable steel frames and low-VOC finishes that reduce environmental impact throughout the building lifecycle. The reduced on-site construction activity minimizes soil disruption, air pollution from equipment, and disturbance to surrounding communities.
Energy and Carbon Footprint Reduction
Modular commercial buildings designed by specialized manufacturers integrate sustainable systems that reduce operational energy consumption. Solar panels, LED lighting systems, and smart HVAC controls can be easily incorporated during factory production. The optimized insulation and building envelope design typical of factory-produced modules often results in better energy efficiency than site-built structures.
Preconstruction in factory settings reduces the carbon footprint and overall environmental impact by minimizing the need for onsite equipment. Fewer carbon-heavy construction machines operating at the building site means reduced emissions during the construction phase. The shorter construction timeline also means less energy consumed by temporary site facilities and reduced vehicle trips for workers and material deliveries.
Circular Economy Principles
Once a project concludes, modules manufactured for commercial applications can be relocated, repurposed, or recycled, aligning with circular economy principles. Many manufacturers design structures specifically for disassembly and reuse, allowing businesses to relocate or repurpose spaces instead of demolishing them. This approach significantly reduces environmental impact compared to traditional construction that typically results in substantial demolition waste.
The reusability of modular buildings extends their useful life and reduces the need for new raw materials. A temporary retail space can become a permanent office, or modules from a completed construction project can be reconfigured for a new application. This flexibility in reuse supports sustainability goals while providing economic value to building owners.
Selecting the Right Manufacturing Partner
Experience and Specialization
Choosing a commercial modular building manufacturer requires careful evaluation of their experience and specialization. Manufacturers with proven track records in commercial construction understand the unique requirements of business applications, including compliance with commercial building codes, industry standards, and specific operational needs. Look for manufacturers that specialize in the type of space required, whether retail, office, industrial, or specialized applications.
Manufacturers with decades of experience and focus on modular commercial solutions demonstrate their ability to handle projects of varying complexity and scale. Experience working with businesses of all sizes, from small startups to large multinational corporations, indicates the manufacturer's versatility and understanding of diverse client needs. Review the manufacturer's project portfolio to assess their expertise with similar applications and their ability to deliver quality results.
Customization Capabilities
Every business has unique space requirements, making customization capabilities essential when selecting a manufacturer. A one-size-fits-all approach rarely works for commercial applications that require specific layouts, branding elements, specialized equipment integration, or unique configurations. The manufacturer should work closely with clients to design buildings that reflect their brand identity and support their operational requirements.
Customization options should extend across multiple dimensions including floor plans, exterior finishes, integrated technology, and amenities. For example, a restaurant setting up a modular outdoor dining area might need weather-resistant materials, custom seating arrangements, and a built-in kitchenette while ensuring compliance with local health and safety codes. Manufacturers capable of delivering this level of customization while maintaining efficient production schedules provide the greatest value.
Global Reach and Local Expertise
For businesses operating in multiple regions or planning international expansion, manufacturers with global reach and local expertise offer significant advantages. Modular commercial building regulations, climate conditions, and customer preferences vary by region, requiring manufacturers to understand local requirements and adapt their solutions accordingly. Manufacturers with projects in diverse countries demonstrate their ability to navigate different regulatory environments and deliver solutions suited to local conditions.
Local teams and manufacturing facilities in key regions enable manufacturers to provide personalized support and ensure projects complete on time and within budget. Understanding of local building codes, climate conditions, and cultural preferences ensures that modular commercial buildings not only comply with regulations but also suit the local market. For instance, manufacturers designing for Middle Eastern markets must account for high temperatures and sandstorms by incorporating insulated walls, wind-resistant framing, and appropriate cooling systems.
Quality and Sustainability Commitment
Quality and sustainability represent critical factors for any commercial construction project. Manufacturers should demonstrate commitment to using high-quality materials, following strict quality control processes, and implementing sustainable practices throughout the project lifecycle. Premium materials including high-grade steel and eco-friendly composites, combined with rigorous factory quality control processes, ensure that each module meets the highest standards.
Focus on sustainability including waste reduction, energy-efficient systems, and design for reuse aligns with the growing demand for eco-friendly commercial spaces. Manufacturers that prioritize these factors help businesses meet their corporate social responsibility goals while delivering durable, functional buildings. Verify the manufacturer's certifications and sustainability credentials to ensure their practices align with your organization's values and requirements.

Industry Trends and Market Outlook
Market Growth Drivers
The global modular construction market continues experiencing rapid growth, with Asia-Pacific and Europe leading the expansion fueled by urbanization, infrastructure investment, and technological innovation. Labor shortages in construction present a significant challenge that factory-based modular construction addresses by reducing the need for extensive skilled on-site labor. With 52% of construction professionals viewing modular construction as a practical solution to limited skilled labor, this approach benefits the entire construction sector.
Housing demand and affordability concerns drive adoption of modular construction as a scalable solution for delivering commercial and residential buildings quickly and at lower cost. Healthcare and education projects continue turning to modular solutions for fast, reliable expansions, a trend that accelerated during the pandemic and shows no signs of slowing. Innovation and investment in robotics, design technology, and supply chain integration continue strengthening modular construction's reputation and capabilities.
Regulatory Evolution
More states and municipalities modernize building codes and zoning laws to support modular adoption. Regulatory support removes historical barriers that limited modular construction applications, enabling manufacturers to serve broader markets and deliver more diverse building types. As regulatory frameworks evolve to explicitly accommodate modular construction methods, manufacturers gain greater certainty and can invest more confidently in production capacity and technological improvements.
International standards harmonization also benefits global manufacturers by reducing the complexity of serving multiple markets. Certifications that validate compliance across multiple jurisdictions enable manufacturers to efficiently deliver projects worldwide without requiring significant modifications for each market.
Technology Integration
Advanced technologies continue transforming how commercial modular building manufacturers design, produce, and deliver their products. Building Information Modeling (BIM) and digital design tools enable precise planning and coordination between factory production and site assembly. Integration of smart building systems during factory production creates commercial spaces with advanced capabilities for energy management, security, and operational monitoring.
Automation and robotics in manufacturing facilities improve consistency, reduce production time, and enable more complex designs. These technological advances position modular construction as an increasingly sophisticated option that rivals or exceeds traditional construction in quality and capability. As technology continues advancing, manufacturers will deliver ever more innovative solutions that meet evolving business needs.
Conclusion
Commercial modular building manufacturers are fundamentally transforming how businesses approach construction, offering speed, flexibility, sustainability, and quality that traditional methods struggle to match. For businesses adapting to changing market conditions, minimizing downtime, and pursuing sustainability goals, modular commercial buildings provide ideal solutions that address multiple priorities simultaneously.
Leading manufacturers like Beijing Chengdong International Modular Housing Corporation demonstrate the potential of specialized expertise and global reach combined with commitment to quality and innovation. With manufacturing facilities across multiple regions, proven project experience in over 100 countries, and comprehensive product lines spanning container houses, prefab assembly houses, and steel structures, established manufacturers deliver commercial solutions for businesses worldwide.
Whether launching a pop-up retail store, establishing a temporary office complex, creating industrial support facilities, or constructing permanent commercial buildings, modular construction offers the agility and reliability essential for success in today's fast-paced business environment. The continued growth of the modular construction industry, supported by technological innovation, regulatory evolution, and market demand, ensures that commercial modular building manufacturers will play an increasingly important role in shaping the built environment of the future.
By carefully selecting manufacturing partners based on their experience, customization capabilities, global reach, and commitment to quality and sustainability, businesses can leverage modular construction to achieve their goals efficiently and responsibly. The advantages of working with specialized commercial modular building manufacturers extend beyond initial construction, providing long-term value through adaptable spaces that evolve with changing business needs while supporting environmental stewardship and operational excellence.
For more information about commercial modular building solutions and how they can benefit your business, visit Chengdong Modular House to explore comprehensive offerings and connect with experienced professionals ready to bring your vision to reality.









 More
More



















![Top Advantages of Modular Construction Explained [2025]](/uploads/upload/images/20250424/0fb390068474145a09a8c0504c73b1d2.png)
 May 09, 2025
May 09, 2025





